
Ford Launches New High-Tech Stamping Plant
Ford Motor Company’s R15.8-billion ($600 million) investment in its Silverton Assembly Plant operations in Pretoria, South Africa is coming to fruition, with the completion of one of its largest and most ambitious projects to date – the high-tech new Stamping Plant, which is now in operation. The vast facility measures a staggering 10 320 square metres.
“Our new Stamping Plant is a first for Ford in South Africa,” says Rhys Davies, Site Transformation Manager at the Ford Silverton Assembly Plant. “Previously we used external suppliers to stamp our metal body parts, but we decided to set up our own Stamping Plant for the Next-Gen Ranger, which will go into production later this year.
 “With our focus on delivering the highest levels of quality and efficiency for the Next-Gen Ranger, it was essential that we brought the stamping operations in-house. This ensures that we are able to control the production quality throughout the stamping process, validate that all parts are within specification, and then seamlessly deliver them directly to our new Body Shop located adjacent to the Stamping Plant.“T
“With our focus on delivering the highest levels of quality and efficiency for the Next-Gen Ranger, it was essential that we brought the stamping operations in-house. This ensures that we are able to control the production quality throughout the stamping process, validate that all parts are within specification, and then seamlessly deliver them directly to our new Body Shop located adjacent to the Stamping Plant.“T
he new Stamping facility also dramatically improves our plant capacity and efficiency with a higher level of automation, while eliminating the time, cost and potential damage incurred when transporting these parts by road,” Davies says. “Most importantly, it allows us to deliver vehicles of the highest quality to our customers in South Africa and more than 100 markets around the world.”
The Stamping Plant comprises five tandem presses, including a 2 500-ton draw press, a 1 600-ton press and three 1 000-ton presses that stamp the flat sheet metal into the various inner and outer body panels required for all three body styles of the Ranger: Single Cab, SuperCab and Double Cab. The presses are housed in a complete sound abatement enclosure to significantly reduce the noise generated by the stamping operations, with an automated inter-press feeder system transferring the stamped panels along the process to the end of line. The entire line is fully automated, with an installed capacity of 16 strokes per minute.
“We have 47 die sets with a total of 208 dies producing 67 different parts, including the floorpan, body sides, roof, bonnet, doors and loadbox,” says Jan Groenewald, Area Manager for the Stamping Plant. To facilitate the movement of the heavy dies, the facility is equipped with a 50-ton automated sling crane, two 60/20 sling cranes, and a 50-ton semi gantry crane.
“The Silverton Assembly Plant now has an installed capacity for 200 000 vehicles per year. When running at full capacity, the Stamping Plant will be processing 272 tons of steel per day over a three-shift system,” says Groenewald, who heads up the team of 22 salaried employees and around 270 hourly employees in the facility.
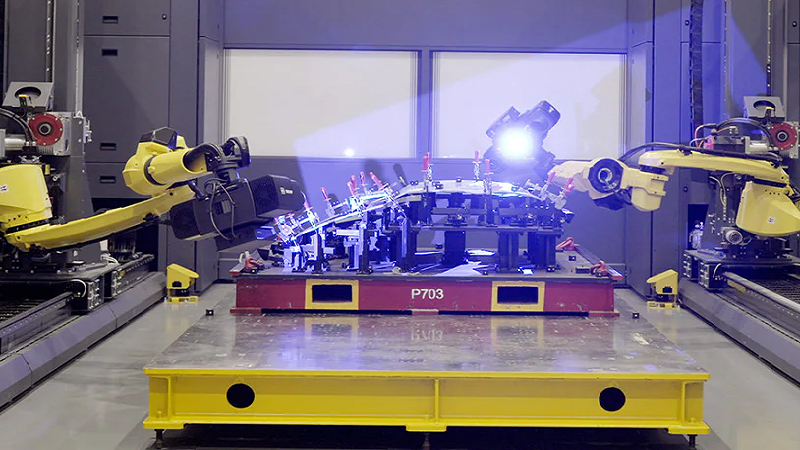
With an unwavering focus on achieving the highest production quality yet from the Silverton Assembly Plant, the Stamping facility boasts an advanced GOM ATOS ScanBox blue light scanner system. “This is one of our important new technologies that enables us to measure the perimeter and surface dimensions of each part, and generate an accurate 3D model that is compared to the stored 3D model on our computer system,” Groenewald adds.
“The ScanBox has reduced the scanning and measurement of parts from more than an hour with the previous CMM machines to less than three minutes,” Groenewald explains. “We have three-hour production runs scheduled at a time, and the ScanBox measures 30 consecutive parts during each production run.”
“This gives us the analysed data for the parts before they are moved across to the warehouse, or fitted to a vehicle in the Body Shop, which simply wasn’t possible with the previous system,” Groenewald says. “Following the Six Sigma process, it ensures that we have a 99.997-percent probability that all parts produced are within specification, which means that all of the body parts that go into a Ranger will be of the highest production quality.”

