
Air Force Casting New Methods of Production Saving Time and Money
The 448th Supply Chain Management Wing, part of the Air Force Sustainment Center, has a new additive manufacturing approach to solve an old problem, sourcing hard to acquire parts for legacy aircraft.
By digitally recreating the mold used to create cast parts, instead of building the part from scratch, the Strategic Alternate Sourcing Program Office can work with vendors to produce parts faster while saving the Air Force money.
“We’re trying to find ways to get the low-quantity parts faster,” said Loren Lutz, Air Force Life Cycle Management propulsion chief engineer. “We are supporting a significant number of old platforms and we are going to keep supporting them for a long time. We have to figure out how to get the parts we need. Anything that we can do technically to make that possible and then work with our partners on the supply chain side to be able to go buy them is really valuable.”
Additive manufacturing has been a specialty of Tinker Air Force Base’s Reverse Engineering and Critical Tooling Lab, known as REACT, for a number of years. However, the size and complexity of certain parts do not lend themselves to current 3D-printing methods where the part is built from scratch. Even if the part were to be recreated in this method, the part would be subject to lengthy airworthiness testing before it would be allowed to fly.
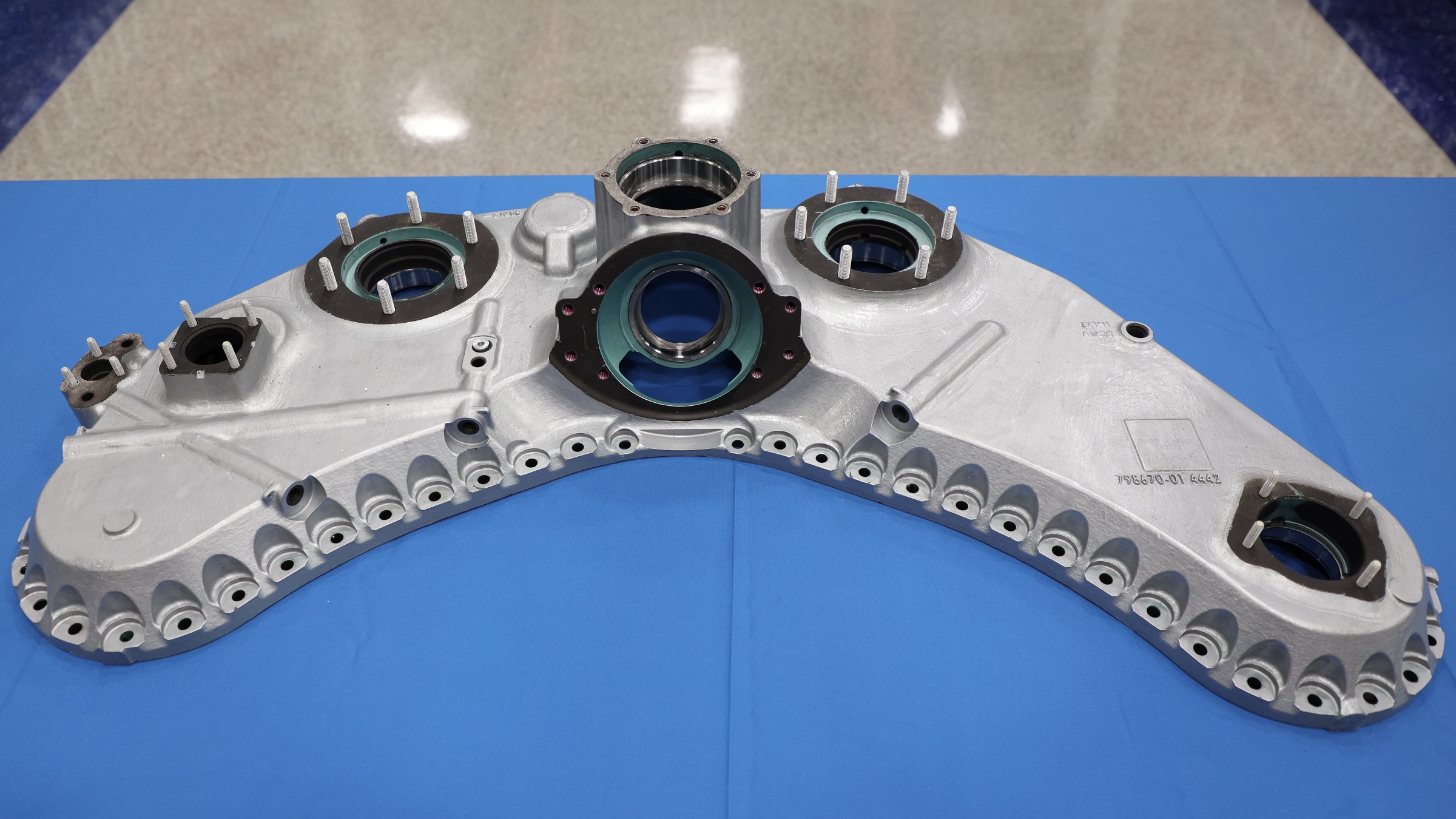
Such is the case with the rear gearbox housing for a TF33 jet engine. Made from magnesium, the housing was originally produced by casting – pouring molten metal into a mold then milling the part to produce a final product. The mold used to create the part is also known as a hard tool and is generally made from high strength steel.
Variants of the TF33 power aircraft such as the B-52H Stratofortress, E-3 Sentry and E-8 JSTARS. As these legacy aircraft continue to fly, parts that were not expected to wear out are coming due for replacement.
“If we haven’t bought this part for 20 or 30 years, we don’t have the hard tooling anymore; the original equipment manufacturers, the vendors, they don’t have it,” said Randolph Harris, 429th Supply Chain Management Squadron OTA program manager. “That’s why it takes 900 days or more to get these parts, because they’re going to spend the first 18-24 months just recreating the hard tooling.”
Adding to the problem is the fact that many parts will only be needed in small numbers, resulting in many vendors opting to ‘no bid’ on a contract.
The pathfinder project to address these problems began in 2019, exploring the use of additive manufacturing to address the challenges in securing cast parts.
Using the actual part as a guide, new digital molds were created. Compared to the original, the resulting parts are accurate to a thousandth of a millimeter. Even the raised lettering on an oil inlet port is identical.
 The time it took to develop the new process and build a prototype was actually shorter than the production lead time the gearbox housing would have required had it been produced using traditional methods.
The time it took to develop the new process and build a prototype was actually shorter than the production lead time the gearbox housing would have required had it been produced using traditional methods.
“What we’re actually getting out of this process is the full drawing package of how you make the part,” said Lutz. “It’s the casting drawing, manufacturing drawing and the final part drawing; it’s everything you would need to go make the part, which is a deeper level of knowledge than we have on our parts which show up from the OEMs.”
With the digital blueprints in hand, a sand mold to cast the part was created. The sand mold is destroyed in the manufacturing process but can be easily recreated the next time a part is needed. What normally took more than 900 days can now be achieved in 30-60 days.
“We did utilize additive manufacturing in this process, however we don’t have to do any configuration control board, we don’t have to do any airworthiness, unless the engineer tells me different, because this part is produced exactly like the part we already have installed,” Harris said. “What we did differently is Renaissance Services, Inc. developed the process, and we took out the hard tooling, additively manufacturing the mold.”
Because the Air Force owns the resulting intellectual property, it can be taken to other vendors for production rather than being tied to one manufacturer. The part could also be manufactured internally, making the situation much more competitive with a high potential for cost savings.
Castings are where the project started, but it will not be where it ends. One of the SASPO Office’s primary missions is to match up Air Force requirements with suppliers who can help sustain the fleet.
For more information: www.afsc.af.mil

