Subscribe Button 1
SUBSCRIBE
Skip to content
NEWS
APPLICATIONS
CUSTOMER STORIES
ARTIFICIAL INTELLIGENCE
MACHINE VISION
SMART MANUFACTURING
INDUSTRIAL METAVERSE
INDUSTRY 4.0
AUGMENTED REALITY
HEADLINE STORIES
FEATURED STORIES
EDITORS CHOICE
BUSINESS STORIES
ANNOUNCEMENTS
NEWSLETTERS
TACTILE
TACTILE – HOME
CMM
PORTABLE
Multisensor
FIXTURING
OPTICAL
OPTICAL – HOME
VIDEO
PORTABLE
PORTABLE – HOME
TRACKERS
ROBOTIC
ROBOTIC – HOME
CELL
NEAR-LINE
IN-LINE
GUIDANCE
HUMANOID
CT
AM
SOFTWARE
ANALYSIS
METROLOGY
POINT CLOUD
REPORTING
REVERSE ENGINEERING
OFF-LINE PROGRAMMING
QUALITY MANAGEMENT
SENSORS
SENSORS – HOME
OPTICAL
LASER
Lidar
NON-CONTACT
MACHINE VISION
MACHINE TOOL
S F & G
S F & G – Home
SURFACE FINISH
EVENTS
2026 EVENTS LISTING
EVENT NEWS
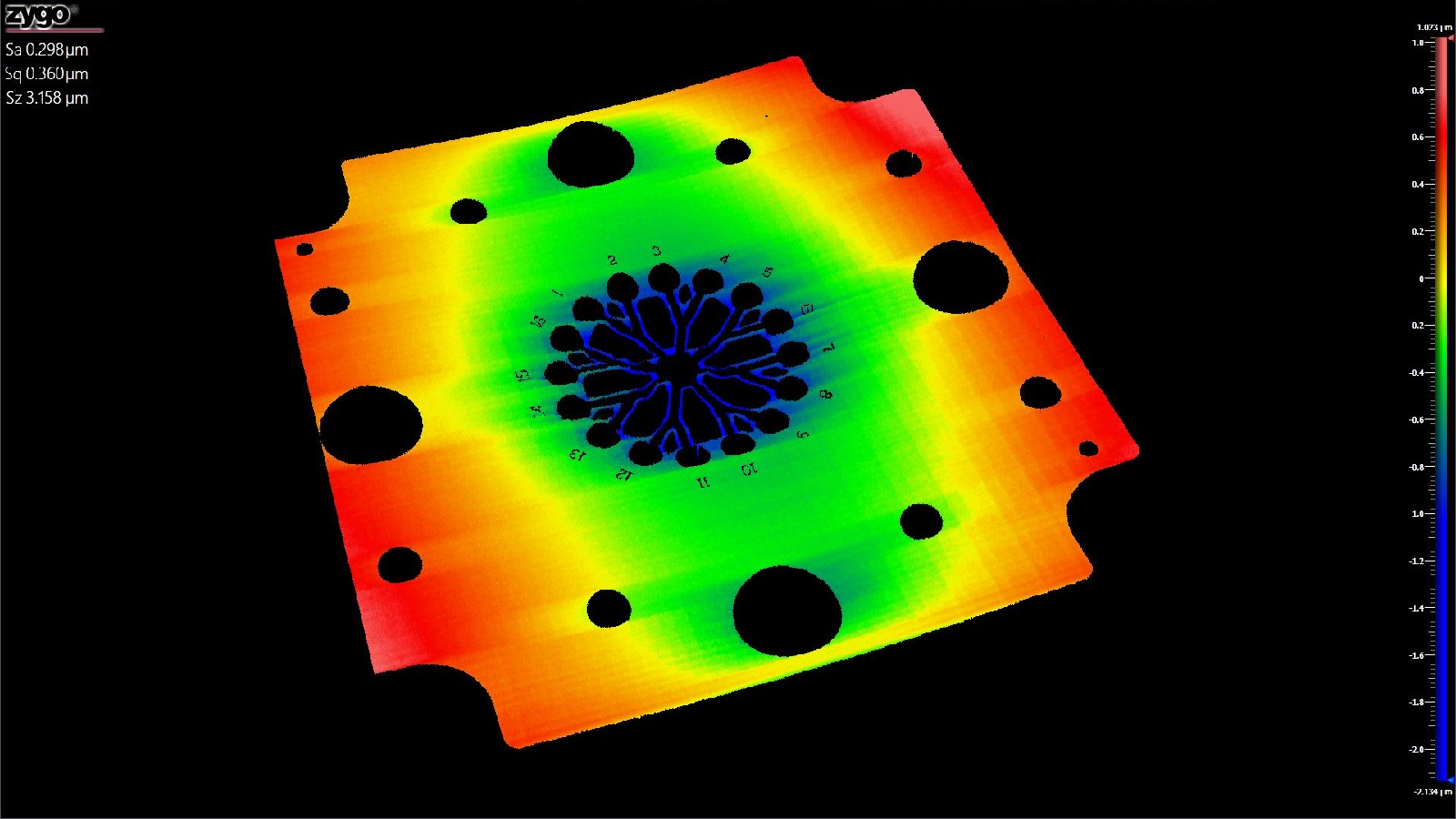
Specifying Surface Texture Parameters – Tricks and Techniques
← Previous
Next →