
Machine Vision Finds Small Thread Defects Automatically
Threading process requires a 100% analysis of each part before the shipment, in order to guarantee the expected yield from an outstanding product and to prevent major economic consequences in case the part doesn’t meet the application requirements, thus avoiding annoying product recalling campaigns.
Dimac solutions for the inspection and sorting of any type of threads on the fasteners are the result of a constant R&D tuned into the customers’ needs and standards of the automotive, aerospace and automatic assembly industries.
Innovative special controls of the Super Gewinde tool features 360° all around optical inspection of external threads detecting any small and localized thread defect – and the In-Thread-OK function to verify the inner threads’ presence and check their quality.
What’s more, in Dimac mcv5 the In-Thread-OK function can be used in conjunction with the part programmable ejection option with which to decide what types of NOK to eject, for example parts without thread, with a view to continuous process improvement.
Another Dimac tool is the HI-LO thread where the Dimac mcvX vision software includes a special HI-LO thread function which provides the possibility to calculate the high, low and approximate diameter of a threaded area, detecting the theoretical crests and grooves.
The thread dimensions’ tool calculates the outer, inner and flank diameter, the pitch, the bending and the peaks count, whilst the thread angle tool searches for thread defects due to the misalignment during the threading process.
The thread quality tool allows to check the conformity of a threaded area by some crosschecks while the system automatically controls the thread to evaluate the quality according to the sample quotas and tolerances.
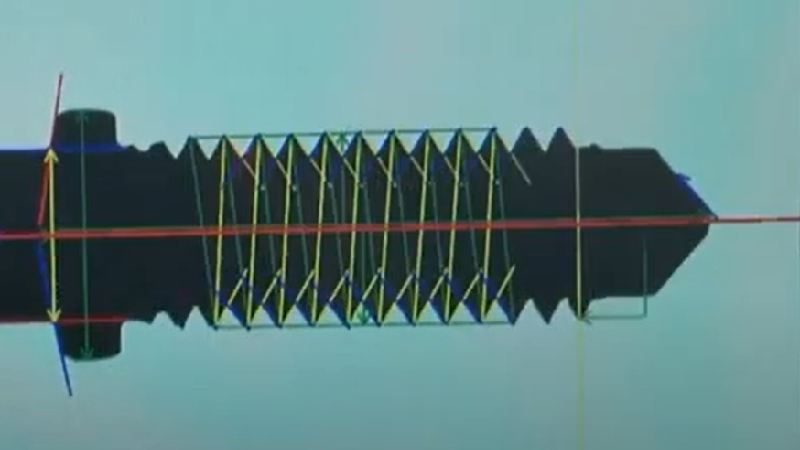
The angle difference option detects any steep-thread due to rolling dies misalignment: lines are drawn by the system software on the thread profile to merge crests and grooves and to calculate the angle difference with respect to the axis of symmetry of the part. Filters are available to exclude thread any peaks at the edge which could affect the analysis.
The calibration method is based on the comparison between the images of OK master samples and NOK samples.
For more information: www.dimacsrl.com

