
Computer Vision and Machine Vision – Difference Explained
In recent years, technology has revolutionized many industries, and manufacturing is no exception. Smart manufacturing is the use of technology and advanced automation to streamline and optimize the manufacturing process. One of the most crucial components of smart manufacturing is the use of computer vision and machine vision. These technologies are often used interchangeably, but they have different applications and functions in smart manufacturing.
Machine vision and computer vision are related but distinct fields of study within the broader field of artificial intelligence. Both involve the development of algorithms and systems for analyzing and interpreting images and videos, but they differ in their focus and applications.
What is Computer Vision?
Computer vision is a field of study that focuses on enabling machines to interpret and analyze visual data from the world around them. In simple terms, it is the ability of machines to see and understand images and videos like humans do. Computer vision is achieved through the use of algorithms and software that can process and analyze visual data from cameras, sensors, and other devices. The primary goal of computer vision is to enable machines to interpret and understand the world around them so they can perform tasks autonomously.
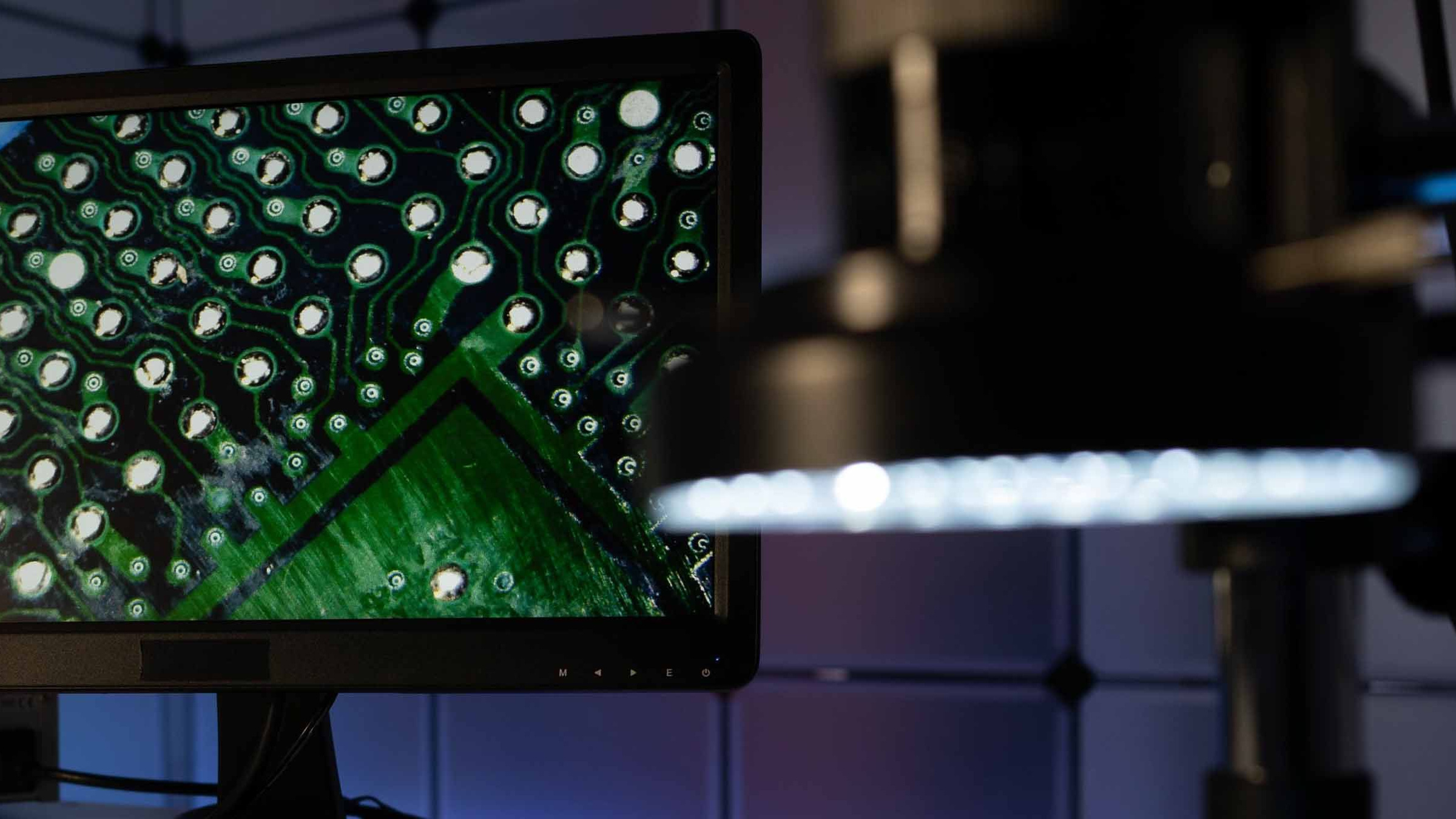
Computer vision has a wide range of applications, including surveillance, autonomous vehicles, facial recognition, and medical imaging. In smart manufacturing, computer vision is used to optimize the manufacturing process by enabling machines to interpret and analyze images and videos of the manufacturing process. For example, computer vision can be used to monitor the quality of products during production by analyzing images of the products and identifying any defects or errors.
What is Machine Vision?
Machine vision is a subset of computer vision that is specifically designed for use in industrial applications. It is the use of computer vision technologies to automate and optimize manufacturing processes. Machine vision systems typically use cameras, sensors, and other devices to capture images and videos of the manufacturing process. The images and videos are then processed using specialized software and algorithms to detect any defects or errors in the production process.
In conclusion, while computer vision and machine vision share many common elements, they differ in their focus and applications. Computer vision is a broader field of study that aims to understand and interpret visual information in the same way that humans do, while machine vision focuses on using these algorithms and systems to improve and automate industrial processes.
Machine vision can be used in various stages of the product inspection process, including:
Surface Inspection: Machine vision can be used to inspect the surface of products for defects such as scratches, dents, or cracks. This is achieved by capturing images of the product’s surface and analyzing them using specialized software that can detect any abnormalities.
Dimensional Inspection: Machine vision can be used to measure the dimensions of a product and ensure that they are within the required tolerances.
Color Inspection: Machine vision can be used to inspect products for color accuracy and consistency. This is executed by capturing images of the product and analyzing them to ensure that the colors match the required specifications.
Assembly Inspection: Machine vision can be used to inspect products during the assembly process to ensure that all components are correctly assembled and in the correct position.
Packaging Inspection: Machine vision can be used to inspect the packaging of products to ensure that they are correctly labeled, sealed, and packaged.
Overall, machine vision plays a critical role in product inspection by automating the inspection process and ensuring that products meet the required quality standards reducing the risk of defects and errors in the production process.
Integrating Machine Vision With AI
In the context of machine vision, AI can be used to develop algorithms that enable machines to interpret and analyze visual data more effectively. For example, machine learning algorithms can be used to train computer vision models to recognize specific objects or patterns in images or videos.
Similarly, AI techniques such as deep learning can be used to improve the accuracy of machine vision systems by enabling them to learn from large datasets and identify complex relationships in visual data. By integrating machine vision with AI, it is possible to create intelligent systems that can analyze visual data and make decisions based on that data in a similar manner to humans.
Current Machine Vision Trends in Manufacturing
The market for machine vision in manufacturing is expected to grow significantly due to increasing demand for automation and quality control in production processes. Factors such as advancements in machine learning, artificial intelligence, and robotics are also expected to contribute to the growth of the market. Additionally, the adoption of Industry 4.0 and smart factory initiatives is expected to further drive the growth of the market as manufacturers seek to optimize their operations and increase efficiency.
As the manufacturing industry transitions from product standardization to product customization, the importance of 3D machine vision is likely to gain more traction. It is difficult to create a standard machine vision system owing to the vast scope of manufacturing industries and technical specifications vary depending according to individual customer needs.
Various end-user requirements pose a significant challenge to the market since the manufacturing industry focuses on product customization enabling a strong industry growth ahead.
Growth machine vision applications include:
- Advanced machine learning techniques, such as deep learning, for more accurate and efficient defect detection and quality control.
- Integration with robotics and automation for real-time decision-making and increased efficiency.
- Use of 3D imaging for more detailed and accurate inspection of complex surfaces and objects.
- Expansion of applications beyond quality control, such as predictive maintenance and supply chain optimization.
- Increased use of cloud-based machine vision solutions for scalability, accessibility, and data analytics.

