
Bidirectional Measuring Probe Provides Reliable Measurements in Harsh Conditions
The automatic measurement of tools in turning centres for the automotive industry is challenging, as the measuring systems are constantly exposed to flying chips, coolant and vibrations. Achieving precise results in such environments is a job only specialists can do. That is why turning machine manufacturer Schuster from Denklingen in Bavaria, Germany, relies on the expertise of Blum-Novotest.

Machines from Schuster manufacture gear shafts, camshafts and balancer shafts as well as complex motor shafts for electric drives. The shafts are machined in several interlinked stations that are loaded and unloaded manually at the beginning and end of the line. The Bavarian machines always work with a vertically positioned workpiece spindle. Depending on the task at hand, the main spindle, counter spindle or a centre turning unit are used. Up to two revolvers or milling and grinding units are used per working area so that turning, milling and grinding processes can be conducted in one clamping set-up. The machines are always equipped with X- and Z-axes, which are in the spindle or the revolver/unit depending on the machine type. The spindle typically also has a C-axis. The Y-axis is available as an option and thus, as is common in the turning sector, is not present on many machines.
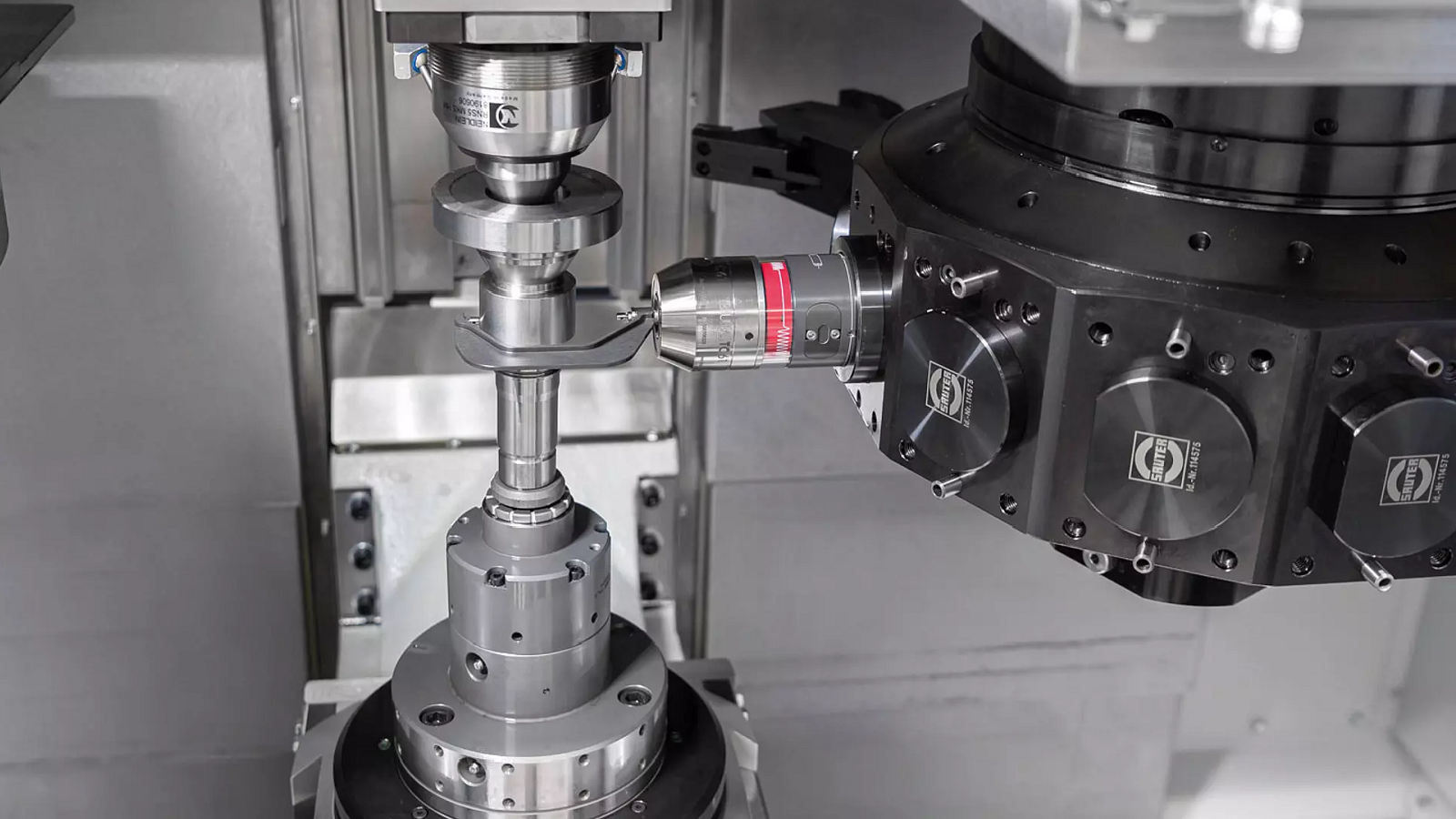
Schuster Maschinenbau has been using production measurement technology from BLUM for many years. For example, the TC61 touch probe is used on the flexible F40 turning cell. To do this, the Blum TC61 touch probe in the revolver is swiveled in horizontally and one pulling and pushing measuring movement is conducted via the X-axis. The bidirectional measuring mechanism, one-of-a-kind in the world, makes it possible to equip the TC61 with relatively heavy styli including measuring bracket.
“Performing measurements in the working area is an integral component of our machining processes. In many production processes, a diameter is first pre-machined with an allowance and then ground or turned to the final dimension,” reports Christian Moser, project manager at Schuster Maschinenbau. “That is why it is necessary to automatically measure the current diameter between the two steps and adjust the grinding or turning process as required. So as not to measure any concentricity errors or the temperature curve of the machine, a two-point measurement – like with an outside micrometre – is necessary here.” Since many Schuster machines are not equipped with a Y-axis, there is no way to probe the workpiece at two points at the front and back with a standard stylus to measure the current diameter.

Schuster found the perfect approach for this unusual requirement with the Blum TC61 touch probe and a specially designed stylus from its long-standing partner Blum-Novotest. What is special about the TC61 is the bidirectional measuring mechanism guided in two axes. In contrast to other typical touch probes, this allows not only pushing but also pulling measurements to be conducted with high precision. The extraordinary measuring unit makes it possible to equip the TC61 with sturdy styli, in this case a measuring bracket. If the diameter of a shaft must be measured, as is the case with Schuster, this can be done quite simply with a two-point measurement. To do this, the TC61 in the revolver is swivelled in horizontally and one pulling and pushing measuring movement is conducted via the X-axis. In addition, in some systems a probe ball is attached to the outermost end of the bracket to make it possible to measure lengths, zero points or steps, for example. BLUM offers measuring brackets from a maximum measuring diameter of 35 millimetres up to 73 millimetres in various increments. The brackets are made of steel up to 50 millimetres in nominal diameter; larger versions are made of aluminum.
Measuring the diameter during allowance grinding is required for maintaining the tight tolerances. High-precision glass scales are used on the X-axes to ensure the position of the probe is as precise as possible. The two-point measurement can be conducted very quickly; a repeat accuracy of 1.5 – 2 µm is achieved on the machine. Measurements with the BLUM probe allows for compensation of the temperature gradient as well as the unavoidable wear of the grinding wheel. There must be no scrap in series production. Every machining process must remain within tolerance for years and thousands of workpieces. This is only possible with continuous, in-process measurement.
The touch probe in the machining area is exposed to a harsh environment – after all, the coolant pressure reaches up to 60 bar. The touch probe is also exposed to chips and grinding dust. “The movement of the revolver itself, which is fixed in an interlock every time the tool is positioned, also generates considerable impact on the entire revolver and thus on the touch probe. However, the TC61 ‘tolerates’ these without any problem and ensures highly precise measurement results with the newly developed measuring bracket,” Christian Moser summarizes. “The touch probes from BLUM have absolutely proven their worth for us under these adverse conditions. Our customers especially benefit from this, because they can manufacture with high productivity and the lowest scrap rates at the same time.”
For more information: www.blum-novotest.com


