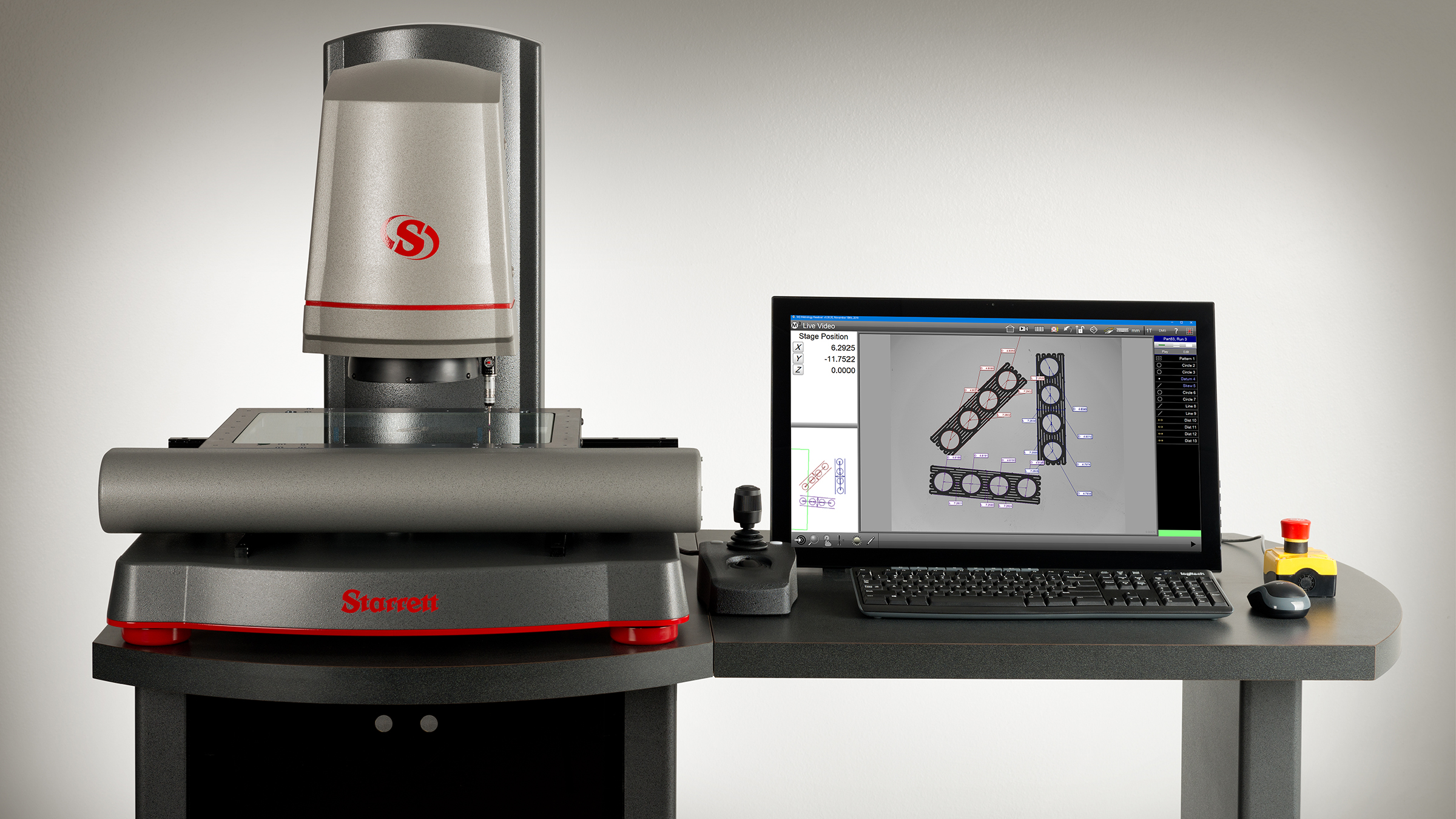
Starrett Introduces Large Field of View Multi-Sensor Vision System Starrett Introduces Large Field of View Multi-Sensor Vision System